搅拌磨的研磨效率瓶颈:研磨球配置是核心变量
搅拌球磨机的研磨效率,不仅取决于转速、装料量等宏观参数,更取决于一个常被忽视的微观变量——研磨球的尺寸配比与更换策略。同样的设备、同样的物料和研磨时间,仅调整研磨球的大小搭配和填充率,出料细度可能相差数倍。
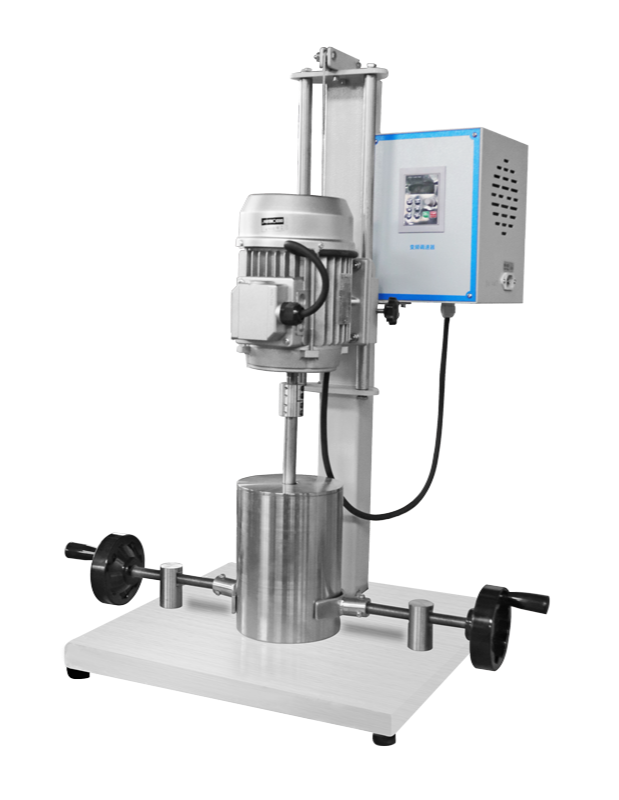
搅拌磨的工作原理是通过搅拌轴带动磨筒内的研磨介质高速旋转,介质间的剪切、摩擦和碰撞将物料粉碎。研磨球作为直接作用于物料的"刀具",其尺寸、材质、级配和磨损状态,直接决定了研磨效果的上限。湖南粉体装备研究院有限公司的搅拌球磨机JM系列,出料粒度可达≤1μm,但要稳定达到这一指标,研磨球的科学配比是必不可少的条件。
研磨球分级配比的理论基础
为什么需要分级配球
单一尺寸的研磨球无法同时满足粗碎和细磨两种需求。大球的冲击力强,适合破碎粗颗粒,但对细颗粒的研磨效果差;小球的比表面积大,适合细磨,但对粗颗粒的冲击力不足。分级配球的本质,就是用不同尺寸的研磨球组合,让大球负责粗碎、小球负责细磨,形成"逐级粉碎"的研磨路径。
在搅拌磨的研磨腔内,大球和小球的运动轨迹不同:大球受离心力影响更大,倾向于靠近磨筒壁运动;小球在搅拌轴附近分布更多。这种自然的尺寸分选效应,恰好与分级配球策略形成协同——磨筒壁处的大球处理未被充分研磨的粗颗粒,搅拌轴附近的小球对已细化的颗粒进行精细研磨。
分级配球的基本原则
原则一:球径与进料粒度匹配。 最大球径应为最大进料粒度的3-5倍。例如,进料粒度≤5mm时,最大研磨球径应选择15-25mm。
原则二:球径级数通常取3-5级。 级数过少,研磨不充分;级数过多,配比管理复杂且实际效果提升有限。3级配球是搅拌磨最常用的方案。
原则三:各级球径比例按等比数列递减。 相邻两级球径的比值一般为1.5-2.0。例如3级配球可取10mm-5mm-2mm或15mm-8mm-3mm。
原则四:各级球量按重量比分配。 中间级球量最多,大球和小球各占一定比例。常见的3级配球重量比为3:4:3或2:5:3。
搅拌磨JM系列的分级配球方案
实验型号(JM-1L至JM-10L)配球方案
实验型号的装料量较小(0.35-3.5L),研磨介质总填充率控制在磨筒容积的50%-70%。以下为推荐配球方案:
方案A:氧化锆陶瓷粉体研磨(3级配球)
| 球径 | 重量占比 | 作用 |
|---|---|---|
| 10mm | 30% | 粗碎,破碎团聚体 |
| 5mm | 50% | 中碎,主要研磨段 |
| 2mm | 20% | 细磨,突破微米级 |
进料粒度≤5mm,目标出料粒度1-5μm,研磨时间2-4小时。氧化锆研磨球密度适中,对陶瓷粉体污染小。
方案B:碳酸钙超细研磨(4级配球)
| 球径 | 重量占比 | 作用 |
|---|---|---|
| 8mm | 20% | 粗碎 |
| 5mm | 35% | 中碎 |
| 3mm | 30% | 细磨 |
| 1mm | 15% | 精磨至亚微米 |
进料粒度≤3mm,目标出料粒度≤1μm,研磨时间4-8小时。1mm微珠对亚微米级研磨效果显著。
方案C:涂料颜料分散研磨(2级配球)
| 球径 | 重量占比 | 作用 |
|---|---|---|
| 3mm | 60% | 主研磨 |
| 1mm | 40% | 细磨分散 |
进料粒度≤1mm,目标出料粒度0.5-2μm,研磨时间1-3小时。涂料研磨注重分散效果,2级配球即可满足需求。
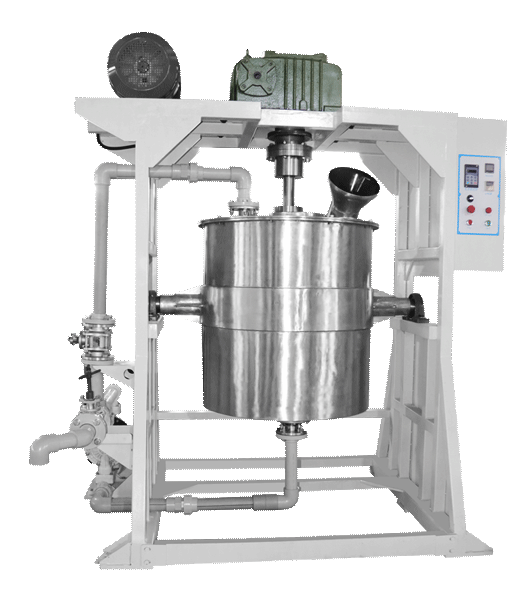
生产型号(JM-50L至JM-500L)配球方案
生产型号的处理量大,配球方案需要考虑研磨效率和成本的平衡。
方案D:工业化碳酸钙生产(3级配球)
| 球径 | 重量占比 | 装球量参考(JM-100L) |
|---|---|---|
| 10mm | 25% | 约35kg |
| 5mm | 45% | 约63kg |
| 2mm | 30% | 约42kg |
JM-100L的装料量35L,研磨介质填充率约60%,总装球量约140kg。研磨时间6-12小时,配合循环装置连续研磨,出料粒度稳定在≤1μm。
方案E:硅酸锆精细研磨(4级配球)
| 球径 | 重量占比 | 装球量参考(JM-200L) |
|---|---|---|
| 12mm | 15% | 约21kg |
| 8mm | 30% | 约42kg |
| 5mm | 35% | 约49kg |
| 2mm | 20% | 约28kg |
JM-200L的装料量70L,研磨介质填充率约55%,总装球量约140kg。硅酸锆硬度较高,需要较大球径提供足够的冲击力,同时小级球保证最终细度。
快速换球装置的设计与操作
为什么需要快速换球
研磨球在长时间使用后会发生磨损,球径变小、球形度下降,直接导致研磨效率降低和出料粒度波动。及时更换磨损球是维持研磨品质的必要措施。传统换球方式需要打开磨筒、倒出所有研磨球和物料、手工分拣、再重新装填,整个流程耗时30-60分钟,对生产效率影响较大。
湖南粉体装备JM系列的电动升降设计,已经大大简化了换球操作。JM-5L及以上型号配备电动升降装置,只需操作升降按钮即可将搅拌轴和磨筒分离,换球操作时间缩短至10-15分钟。
快速换球的操作步骤
第一步:停止研磨,排空物料。 打开出料阀(JM-15L及以上型号配备),将料浆排出至收集容器。小型型号无出料阀,需手动倾倒。
第二步:升降搅拌轴。 操作电动升降装置(JM-5L至JM-30L)将搅拌轴提升至最高位置,使搅拌臂完全脱离磨筒。手动升降型号(JM-1L至JM-3L)则需手动旋转升降手柄。
第三步:取出磨筒。 将磨筒从底座上取下,倾斜倒出研磨球。为便于分拣,建议使用不锈钢筛网按球径分级过筛。
第四步:清洗磨筒。 用清水或适当溶剂冲洗磨筒内壁和搅拌臂,去除残留物料。
第五步:按级配方案装填新球。 按照预定的分级配球方案,先放入大球,再放中球,最后放小球。确保各级球量比例准确。
第六步:装回磨筒,加入物料。 将磨筒放回底座,加入待研磨物料和液体介质。
第七步:降下搅拌轴,启动研磨。 操作电动升降装置降下搅拌轴,确认搅拌臂完全进入磨筒后启动设备。
换球周期的判断标准
研磨球的更换周期取决于物料硬度、研磨时间和球材质。以下为参考标准:
| 研磨球材质 | 适用物料 | 磨损率(每月) | 建议更换周期 |
|---|---|---|---|
| 氧化锆球 | 陶瓷、碳酸钙 | 0.5%-1% | 6-12个月 |
| 刚玉球 | 高硬度矿物 | 0.3%-0.8% | 8-12个月 |
| 不锈钢球 | 金属粉末 | 0.2%-0.5% | 12-18个月 |
| 聚氨酯球 | 柔性物料 | 1%-2% | 3-6个月 |
判断是否需要换球的三个信号:研磨时间明显延长(同等出料细度下研磨时间增加20%以上)、出料粒度分布变宽、磨筒底部出现大量碎球碎片。出现以上任一信号,应立即检查研磨球状态。
分级配球的优化策略
根据出料粒度反馈调整级配
分级配球方案不是一成不变的,应根据实际出料粒度分布的检测结果进行调整。如果出料中粗颗粒比例偏高,说明大球量不足或大球径偏小,应增加大球比例或换用更大球径;如果出料中细颗粒比例不足,说明小球量不足,应增加小球比例。
研磨过程中的动态补球
在长时间连续研磨中(如JM-200L、JM-300L生产型号),研磨球持续磨损,球径逐渐变小。为保持级配稳定,可采用"动态补球"策略:每隔一定时间(如每运行100小时)补充一定量的大球,补充量等于同期磨损量。这样无需停机全面换球,只需少量补充即可维持研磨效率。
不同磨筒材质对配球的影响
湖南粉体装备JM系列提供多种磨筒材质选择:不锈钢、碳钢、氧化锆、刚玉、聚四氟乙烯、尼龙、聚氨酯。磨筒材质的硬度直接影响研磨球的磨损速率。
- 不锈钢/碳钢磨筒:与氧化锆球配合使用效果最佳,不锈钢筒壁对研磨球的磨损极小
- 氧化锆/刚玉磨筒:硬度极高,研磨球磨损最小,但成本较高,适合高纯度要求场景
- 聚氨酯磨筒:内壁有弹性缓冲,研磨球磨损最小,但传热效率低,需加强冷却
- 聚四氟乙烯磨筒:化学稳定性好,适合腐蚀性物料,但机械强度较低
在选择磨筒材质时,需要同时考虑物料污染控制、研磨球磨损和成本三个因素。
搅拌磨研磨球填充率的精确控制
填充率对研磨效率的影响
研磨球填充率(研磨球体积占磨筒有效容积的比例)是影响研磨效率的关键参数。填充率过低,研磨球间距大,碰撞频率低,研磨效率低;填充率过高,磨筒内空间拥挤,研磨球运动受限,同样降低效率。
搅拌磨的最佳填充率通常在50%-70%之间,具体取决于研磨球尺寸和磨筒结构。小型号(JM-1L至JM-10L)建议填充率60%-70%,大型号(JM-50L至JM-500L)建议填充率50%-60%。
填充率的计算方法
填充率 = 研磨球堆积体积 / 磨筒有效容积 × 100%
研磨球的堆积体积不等于球的真实体积,因为球与球之间存在空隙。研磨球的堆积密度通常为真实密度的60%-65%(随机堆积)。以氧化锆球为例,真实密度约6.0g/cm³,堆积密度约3.6-3.9g/cm³。
实际操作中,更简便的方法是称重法:根据研磨球材质的堆积密度和目标填充率,计算所需研磨球的总重量。
计算公式:研磨球总重量 = 磨筒有效容积 × 填充率 × 研磨球堆积密度
以JM-30L为例,磨筒有效容积约10.5L,目标填充率60%,氧化锆球堆积密度3.8g/cm³: 研磨球总重量 = 10.5L × 60% × 3.8g/cm³ = 23.94kg
再按级配方案分配至各级球径即可。
研磨球材质选择指南
氧化锆球:综合性能最优
氧化锆研磨球是搅拌磨最常用的研磨介质,密度适中(6.0g/cm³),硬度高(莫氏硬度8-8.5),耐磨性好,对大多数物料的污染极低。湖南粉体装备提供氧化锆研磨球,与JM系列搅拌磨配合使用效果最佳。
刚玉球:超硬场景首选
刚玉球(氧化铝球)莫氏硬度9,仅次于金刚石和碳化硅,适合研磨高硬度物料。密度约3.6g/cm³,低于氧化锆球,冲击力略小但耐磨性极强。
不锈钢球:金属粉研磨专用
不锈钢球密度7.8g/cm³,冲击力最大,适合需要强冲击的粗磨场景。但不锈钢球可能对物料引入铁污染,研磨陶瓷和电子材料时需谨慎。
玛瑙球:低污染要求首选
玛瑙球硬度适中,化学稳定性极好,几乎不污染物料,适合医药、食品等对纯度要求极高的场景。但玛瑙球密度低(2.6g/cm³),研磨效率不如氧化锆球。
聚氨酯包铁芯球:柔性研磨
聚氨酯包铁芯球外层为聚氨酯弹性体,内芯为铁,密度可调,外层柔软,研磨过程中不损伤物料晶体结构,适合对颗粒形貌有要求的研磨场景。
常见问题与解决方案
问题一:研磨球粘料严重
湿磨中研磨球表面可能粘附物料,导致研磨效率下降。解决方法:添加适量分散剂降低料浆黏度;适当降低固含量;研磨结束后及时清洗研磨球。
问题二:研磨球碎裂
研磨球碎裂通常由以下原因引起:球材质有缺陷、研磨超硬物料时球径选择过小、磨筒内温度过高导致热应力。解决方法:选用品质可靠的研磨球、适当增大球径、加强冷却(JM-15L以上型号可配水套冷却)。
问题三:出料粒度不稳定
出料粒度波动通常是研磨球级配失衡的表现。随着研磨进行,小球磨损更快,级配逐渐偏向大球,研磨效果从细磨为主转向粗碎为主。解决方法:定期检测出料粒度,及时补充小球维持级配。
问题四:搅拌轴磨损
搅拌轴与研磨球直接接触,长期使用会磨损。解决方法:选择与研磨球硬度匹配的搅拌轴材质;避免空载运行(磨筒内必须有研磨球和物料);定期检查搅拌臂磨损状态。
湖南粉体装备搅拌磨换球方案总览
| 设备型号 | 升降方式 | 换球时间 | 推荐填充率 | 适用球径范围 |
|---|---|---|---|---|
| JM-1L | 手动升降 | 15-20min | 60%-70% | 1-10mm |
| JM-2L | 手动升降 | 15-20min | 60%-70% | 1-10mm |
| JM-3L | 手动升降 | 15-20min | 60%-70% | 1-10mm |
| JM-5L | 电动升降 | 10-15min | 60%-70% | 1-15mm |
| JM-10L | 电动升降 | 10-15min | 60%-70% | 1-15mm |
| JM-15L | 电动升降 | 10-15min | 55%-65% | 2-20mm |
| JM-20L | 电动升降 | 10-15min | 55%-65% | 2-20mm |
| JM-30L | 电动升降 | 10-15min | 55%-65% | 2-20mm |
| JM-50L | 无升降 | 15-20min | 50%-60% | 3-25mm |
| JM-100L | 无升降 | 15-20min | 50%-60% | 3-25mm |
| JM-200L | 无升降 | 20-25min | 50%-60% | 5-25mm |
| JM-300L | 无升降 | 20-25min | 50%-60% | 5-30mm |
| JM-500L | 无升降 | 25-30min | 50%-60% | 5-30mm |
湖南粉体装备的搅拌球磨机全系列产品,从实验室1L到生产型500L,均支持多种磨筒材质和研磨球配置方案。通过科学的分级配球和规范的换球操作,可确保设备长期稳定运行,出料粒度始终维持在≤1μm的高品质水平。
搅拌磨的研磨效率不仅取决于设备本身的性能,更取决于研磨球的分级配比和更换策略。科学的分级配球方案,能让大球和小球各司其职,形成高效的逐级粉碎路径;规范的换球操作和合理的更换周期,则确保研磨品质的长期稳定。湖南粉体装备JM系列搅拌球磨机,配合多种材质研磨球和磨筒选择,为粉体超细研磨提供了完整的解决方案。在实际操作中,建议根据物料特性和出料粒度要求,制定专属的配球方案,并定期检测优化,持续提升研磨效率。