在粉体加工领域,有一个被反复提及却始终困扰着工程师的问题:从大块原料到微米级粉末,中间到底需要几道工序?每道工序之间如何衔接才最高效?
答案的核心,就在"粗磨"和"细磨"的过渡环节。
粗磨负责"把大块变小块",细磨负责"把小块变粉末"。看起来分工清晰,但在实际生产中,这个过渡环节恰恰是整条线的效率瓶颈——衔接不当,不是粗磨出料堵在细磨进料口,就是细磨设备长时间"吃不饱"。
湖南粉体装备研究院有限公司在破碎系列设备的设计中,针对粗磨与细磨的衔接问题,提供了一套系统的工艺解决方案。下面从粒度分级、设备匹配、参数联动三个核心层面,详细拆解。
粗磨阶段:粒度从"厘米级"到"毫米级"
粗磨设备的选型逻辑
粗磨阶段的根本任务是:在保护设备的前提下,以最大产能将原矿或大块原料破碎至可进入细磨设备的粒度范围。
湖南粉体装备研究院的锤片式粉碎机是粗磨阶段的典型设备之一。以360型为例,其核心参数如下:
| 参数项 | 数值 |
|---|---|
| 功率 | 5.5kW |
| 锤片数量 | 16片 |
| 转速 | 4000r/min |
| 进料口尺寸 | 200×180mm |
| 产量 | 200-400kg/h |
锤片式粉碎机通过高速旋转的锤片对物料施加冲击、剪切和摩擦,在极短的停留时间内完成破碎。由于转速高达4000rpm,锤片末端的线速度极大,单次冲击能量强,适合将中等硬度的块状物料迅速打碎。

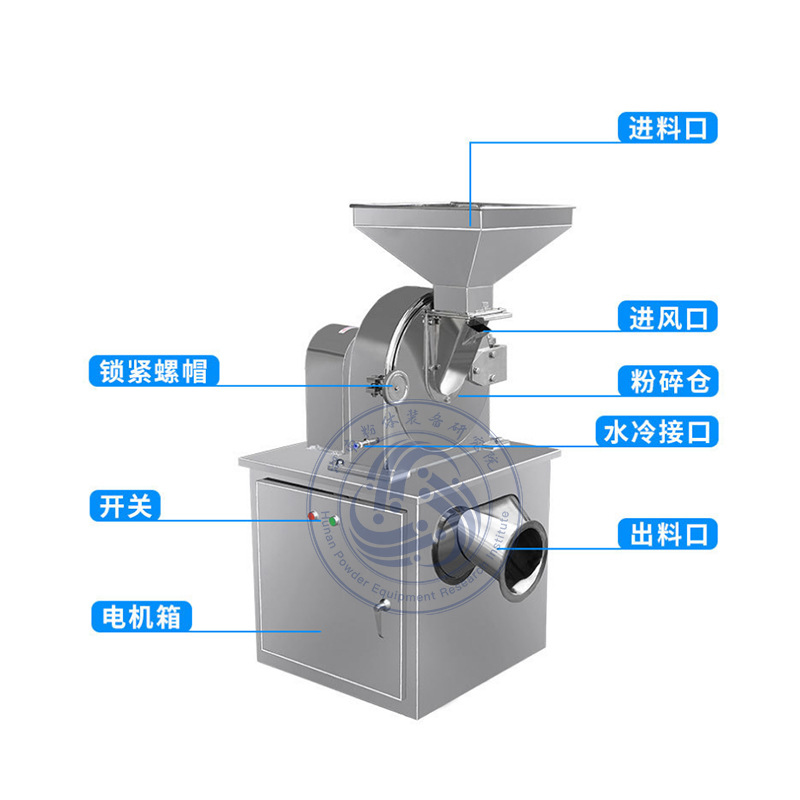
湖南粉体装备研究院多功能粉碎机——粉碎与吸尘一体化设计,工作环境干净无粉尘
锤片式粉碎机机壳采用不锈钢材料焊接而成,内壁经过机加工处理,表面平滑。进料口位于上部,可与各种喂料结构相配。转子支持正反双向转动,锤片经特殊热处理加工,采用对称排列方式,便于磨损后翻转使用。
粗磨出料的典型粒度分布
粗磨阶段出来的物料,粒度分布往往不是正态的——会有少量"漏网"的大颗粒(未充分破碎),也会有部分过度粉碎的细粉。这种粒度分布的"双峰"特性,是粗磨与细磨衔接的第一个难题。
以锤片式粉碎机处理中等硬度物料为例,典型出料粒度在0.5-5mm之间,其中约80%的颗粒集中在1-3mm区间,约10%可能大于5mm,约10%可能小于0.5mm。
这种不均匀性,决定了粗磨之后几乎必然需要一个分级步骤。
过渡环节:分级是衔接的"关键一步"
为什么必须分级?
粗磨出料直接进入细磨设备,会带来两个问题:
第一,大颗粒在细磨设备中处理效率极低。细磨设备(如多功能粉碎机的细碎模式)的进料粒度有严格上限(通常≤6mm),粗磨出料中的"漏网大颗粒"可能超过这个上限,导致进料口堵塞甚至损坏设备。
第二,过细的粉末在细磨设备中会被"空磨"——物料已经足够细了,却还在研磨腔内反复运动,不仅浪费能量,还可能造成过粉碎和物料污染。
分级的核心目的就是:把合格的物料直接送入下一道工序或成品仓,把不合格的(过大或过细)分流处理。
分级设备的选型
湖南粉体装备研究院提供了完整的分级方案。对于粉碎工艺的衔接环节,最常用的分级方式是筛分:
- 对于粗磨后需要筛除大颗粒的场景,可选用三次元旋振筛进行粒度分级
- 筛上物(过大颗粒)返回粗磨设备再次处理,形成闭路循环
- 筛下物(合格粒度)进入细磨工序
这种"粗磨+筛分+回流"的闭路循环,是粉碎工艺衔接中最经典的配置。
细磨阶段:从"毫米级"到"微米级"
多功能粉碎机的细磨能力
湖南粉体装备研究院的MF系列多功能粉碎机是细磨阶段的代表设备。MF-20、MF-30、MF-40三个型号覆盖了不同规模的细磨需求:
| 参数 | MF-20 | MF-30 | MF-40 |
|---|---|---|---|
| 主轴转速 | 6800 | 5300 | 4500 |
| 主机功率 | 0.55 | 0.55 | 0.75 |
| 进料粒度 | <6 | <6 | <10 |
| 粉碎细度 | 60-220 | 60-220 | 60-220 |
| 处理量 | 10-50 | 30-80 | 40-120 |

MF系列粉碎机采用全不锈钢制造,符合GMP标准,适用于食品、医药、化工行业
多功能粉碎机利用活动齿盘和固定齿盘间的相对运动,使物料经齿盘冲击、摩擦及物料间彼此冲击而获得粉碎。粉碎好的物料经旋转离心机作用自动进入捕集袋,粉尘由吸尘箱经布袋过滤回收。
这里有一个关键参数值得关注:粉碎细度60-220目。220目对应的粒径约为65微米,这个细度对于大多数工业粉体的"细磨"需求来说已经足够。
粗磨到细磨的参数联动
粗磨和细磨不是两个独立环节,它们的参数之间存在强关联性:
-
进料粒度关联: 粗磨出料的粒度上限,必须小于细磨设备的进料粒度上限。以MF-20为例,进料粒度<6mm,那么前端粗磨设备(如锤片式粉碎机)的出料粒度就需要通过筛分控制在6mm以下。
-
产能匹配: 粗磨产能应当略微大于细磨产能(通常1.1-1.2倍),确保细磨始终"吃得饱",但不至于"撑着"。以锤片式粉碎机200-400kg/h和MF-30的30-80kg/h为例,当粗磨直供细磨时,粗磨只需要在部分时段运行即可满足细磨需求。
-
物料温度控制: 粗磨过程中物料会升温,进入细磨前需要有足够的冷却时间(或配冷却装置),避免高温物料影响细磨设备寿命和产品品质。
衔接工艺的三种典型配置
配置一:粗磨+筛分+细磨(标准配置)
这是最常用的三级衔接方案,适用于大多数中等硬度物料:
- 锤片式粉碎机(粗磨)→ 出料0.5-5mm
- 旋振筛(分级)→ 筛上物回流,筛下物进入细磨
- 多功能粉碎机(细磨)→ 出料60-220目
这种配置的实现门槛低,设备投资少,适合中小规模生产。
配置二:颚破+锤碎+细磨(硬物料配置)
对于硬度较高的物料(莫氏硬度>5),需要在前端增加颚式破碎机:
- 颚式破碎机(粗碎)→ 出料6-38mm
- 锤片式粉碎机(粗磨)→ 出料0.5-5mm
- 多功能粉碎机(细磨)→ 出料60-220目
这种四级衔接方案的优势在于:每级设备都处于最佳工况区间,整体能耗最低。
湖南粉体装备研究院多功能粉碎机——粉碎与除尘一体化,物料利用率高
配置三:多功能粉碎机一机两段(简化配置)
对于小批量、多品种的生产场景,可以利用多功能粉碎机的"一机多用"特性,在同一台设备上通过更换筛网实现粗磨和细磨:
- 先用大孔径筛网(如10目)进行粗磨
- 更换为细孔径筛网(如120目)进行细磨
这种方式的优势是设备投资最小,缺点是批次间需要换网、清洁,产能受限。适合实验室、小试、多品种切换的场景。
影响衔接效率的四个关键因素
因素一:物料的含水率
物料含水率直接决定粗磨出料是否"粘堵"筛网。含水率超过5%的中等硬度物料,在锤片式粉碎机中容易形成"糊筛"现象——湿粉堵在筛网孔上,导致合格物料无法及时排出,设备负荷急剧上升。
解决方案:在粗磨前对物料进行预干燥处理,或将含水率控制在5%以下。对于无法预干燥的物料,需要选择带刮刷装置的筛分设备。
因素二:粗磨出料的粒度分布宽度
粗磨出料的粒度分布越宽,分级难度越大。如果粗磨出料中有20%超过细磨进料上限、10%已经是粉末状,就意味着30%的物料需要分流处理。
优化方向:调整锤片式粉碎机的锤片间隙、转速和筛网孔径,让粗磨出料集中在目标区间内。锤片式粉碎机的锤片采用对称排列,磨损后可翻转使用,在锤片使用周期的后半段,粒度分布会变宽,需要及时更换。
因素三:细磨设备的进料均匀性
多功能粉碎机的齿盘式粉碎原理,对进料的均匀性有较高要求。如果进料时多时少、时粗时细,不仅影响出料细度的一致性,还会造成电机负荷波动。
湖南粉体装备研究院的多功能粉碎机设计了可调插板阀,可改变进料速度,减少操作强度,确保进料均匀,避免主机负载过高。
因素四:中间储料与缓冲
粗磨和细磨之间如果不设储料缓冲,任意一台设备的短暂停机都会导致整条线停摆。在实际生产中,建议在粗磨和细磨之间设置一个中间料仓,容量建议为细磨设备1-2小时的处理量。
实战案例:化工原料的粗磨+细磨产线
以某化工厂的硫酸钡粉体加工为例,其工艺流程如下:
原料: 块状硫酸钡(10-30mm块,含水率约4%)
粗磨(锤片式粉碎机): 进料口尺寸200×180mm,转速4000rpm,出料粒度0.5-3mm,产能约300kg/h。粗磨后的物料经过60目筛网振动筛分,筛上物返回粗磨机再处理。
细磨(多功能粉碎机MF-30): 进料粒度≤6mm(全部来自粗磨筛下物),主轴转速5300rpm,粉碎细度80-120目,产能约60kg/h。粉碎好的物料进入旋风分离器和布袋除尘器收集。
衔接要点: 粗磨产能(300kg/h)远大于细磨(60kg/h),因此粗磨采用"批次模式"运行——每次开机2小时,产生的粗磨料足够细磨连续运行10小时。中间料仓容量设计为500kg,大约8小时的缓冲量。
这种"粗磨批次化+细磨连续化"的模式,既保证了设备的合理负载率,又降低了操作人员的劳动强度。
粗磨与细磨的工艺衔接,本质上是三个核心问题的求解:
粒径过渡——每道工序的进料上限必须大于上一道工序的出料上限,否则就是"硬塞"。锤片式粉碎机出料0.5-5mm,多功能粉碎机进料<6mm,这个尺寸衔接基本无缝。
产能匹配——粗磨产能应大于细磨产能,但差异不宜过大。过大则粗磨设备利用率低;过小则细磨"饿肚子"。1.1-1.2倍是最经济的比例。
中间分级——筛分是粗磨与细磨之间最可靠的"守门员"。筛上物回流循环,筛下物进入细磨,这个闭环设计保证了进入细磨设备的每一粒物料都符合进料规格。
在湖南粉体装备研究院有限公司的粉体加工解决方案中,破碎系列设备覆盖了从实验室用量到工业量产的全系列需求。从锤片式粉碎机的粗磨到多功能粉碎机的细磨,从齿盘式到锤片式,不同设备之间的工艺衔接,都有成熟的技术方案和参数匹配经验。