手动压片机JYP凭什么在实验室里经久不衰?
在粉末压片设备的选择上,很多实验室负责人和新入行的工程师都有一个相同的困惑:电动压片机功能那么全,为什么手动压片机依然占据着大量实验室的工位?答案并不复杂——手动压片机JYP用42kg的机身重量、24吨的压实力和极低的维护成本,在"够用、好用、用得起"这三个维度上,给出了一个电动设备难以全面超越的答案。
先抛结论:如果你的应用场景是小批量制样、处方筛选、配方验证,或者需要在手套箱内完成粉末压片操作,手动压片机JYP系列是比全自动电动压片机TYPJ更理性的选择。原因有三条:第一,24吨的压力(0-34MPa)覆盖了绝大多数实验室粉末压片的需求,包括催化剂、陶瓷粉末、药物片剂、纽扣电池材料等;第二,42kg的紧凑机身可以直接搬进手套箱,而90kg起步的电动压片机做不了这件事;第三,一体式主板结构从根本上降低了漏油概率,而电动设备的液压系统和电控系统多出来的每一个组件,都是潜在的故障点。
当然,如果你每天需要压制上百个样品,或者对压力精度和保压时间的重复性有极高要求,那么全自动电动压片机TYPJ系列的程序化加压-保压-补压-泄压全流程才是为你准备的。但如果你需要的是一个"皮实耐用、操作直观、关键时候不掉链子"的手动压片方案,这篇文章就是为你写的。
下面,我们从工作原理开始,一层层拆解这台设备为什么值得选。
JYP手动压片机工作原理的四步深度拆解
要选对设备,首先要理解设备。手动压片机的工作流程看似简单——放料、加压、取片——但每一个环节中的细节差异,直接决定了压出来的片剂是致密均匀还是分层开裂。我们将整个过程拆解为四个阶段:
第一步:物料准备——粉末状态的三个关键指标
压片成败的第一个分水岭,不在机器上,而在物料中。三种粉末状态直接决定了压片质量:
粒度分布。 如果粉末颗粒过大或不均匀,加压时空隙无法被充分填充,成型的片剂容易出现"花片"——表面有斑点、密度不均匀。理想情况下,粉末应过80-200目筛,确保粒度分布集中。对于特别细的粉末(如纳米级催化剂),可能需要添加少量粘合剂(如聚乙烯醇PVA溶液)来提高成型性。
含水率。 含水率太高,加压时水分被挤出导致片剂粘模、表面起雾;含水率太低,粉末流动性差,填充不均匀。一般建议控制在3%-5%之间。对于吸湿性强的物料(如某些药物活性成分),操作环境湿度应控制在40%RH以下。
流动性。 流动性差的粉末在模具中分布不均,加压后密度差异大。可以通过造粒(将粉末预压成颗粒再粉碎)或添加助流剂(如硬脂酸镁)来改善。造粒是手动压片中最常用的预处理手段——先用研钵将粉末与粘合剂混匀造粒,再过筛得到均匀颗粒,最后填入模具。
第二步:模具装配——上下模的匹配逻辑
JYP手动压片机的工作台直径为Φ105mm,工作空间80×130mm。模具由三部分组成:上模(上压杆)、中模(模具套筒,内径决定了片剂直径)、下模(下压杆)。
装配顺序有讲究:先将下模从模具套筒底部插入,再将粉末填入套筒,最后插入上模。关键操作点有两个:
模具清洁。 每次压片前用无水乙醇擦拭模具内壁和上下压杆端面,任何残留的粉末颗粒都会在下一轮压片中形成"硬质点",导致片剂表面出现划痕甚至开裂。
粉末装填量。 装填量由目标片剂厚度和粉末松装密度决定。一个实用的经验公式:装填高度(mm)≈ 目标片剂厚度(mm)×(粉末真密度/粉末松装密度)。例如,压制一片5mm厚的氧化铝陶瓷片(真密度3.9 g/cm³,松装密度约1.2 g/cm³),装填高度约为 5× ≈ 16mm。实际操作中可以通过试压1-2次微调。
第三步:手动加压——从手柄到片剂的力学传导链条
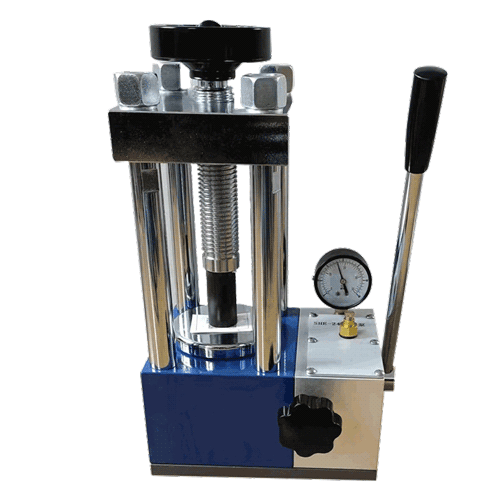
这是手动压片机的核心环节。转动手柄→驱动柱塞泵→液压油进入油缸→推动Φ95mm活塞上行→模具闭合→粉末被压缩。
JYP采用了一个非常实用的设计:加压装置(手柄)位于主机下角。这个角度经过人体工学优化,操作者施加的力被有效放大,加压省力且不前倾。全铝合金手轮的握感扎实,长时间操作不疲劳。
加压节奏同样重要。推荐采用"三段式加压法":
- 预压阶段(0-5MPa): 缓慢转动手柄,让粉末颗粒重新排列、排出空气。这个阶段加压过快会导致空气来不及排出,被"锁"在片剂内部。
- 主压阶段(5-25MPa): 持续均匀加力,粉末发生塑性变形和机械咬合。对于大多数物料,15-20MPa即可获得满意密度。
- 保压阶段(目标压力): 到达目标压力后保持30-60秒,让应力充分传递到片剂中心。保压时间不足是密度梯度过大的主因。
JYP的双刻度指针压力表(压力Tons + 油缸压强MPa)让你无需换算,直观读取当前施加的等效压力。数字显示版(JYP-S型)精度达到0.01MPa,适合对压力精度有更高要求的场景。
第四步:成型脱模——压力释放与片剂取出的最佳实践
保压完成后,反转手柄泄压,油缸在加长拉簧的回弹力作用下平稳回落。30mm的活塞行程在拉簧作用下回程不变形——这是一体式主板结构和加长拉簧共同保障的。
取出片剂时,将模具从工作台上取下,用脱模工具将片剂从模具中顶出。注意:不要在压力未完全释放时强行取出模具,这可能导致模具卡死或片剂破裂。
压出的片剂应检查:表面光滑无开裂、颜色均匀无色斑、用指甲轻刮不掉粉。如果达不到这些标准,回顾前面的三步找到根因。
JYP系列十大技术亮点:为什么这台42kg的设备能压出24吨?
手动压片机市场上产品众多,参数表上看起来都差不多:20-30吨压力、手动加压、配压力表。但JYP能成为实验室常客,靠的不是参数表上的数字游戏,而是一系列看似不起眼却非常实用的工程设计。
亮点一:一体式主板结构——从根上杜绝漏油
这是JYP最核心的设计差异。传统手动压片机的油池、主板、油缸是分体式结构,通过管路和密封接头连接——每一个接口都是一个潜在的泄漏点。JYP将油池、主板、油缸集成在一块主板上,消除了密封连接环节,从根本上降低了漏油概率。对实验室设备来说,"不漏油"比"压力大1吨"重要得多。
亮点二:双刻度指针压力表——Tons与MPa双重显示
不需要换算表,不需要心算,表盘上直接标出了等效压力(Tons)和油缸压强(MPa)。压制模具时,模具说明书上的压力要求通常是"XX MPa"或"XX Tons",双刻度表让你一步到位。而且,这种"不用换算"的设计大幅降低了误操作风险——过去因为单位换算出错导致模具超压损坏的案例太多了。
亮点三:镀铬油缸——光滑不生锈,密封可靠
Φ95mm活塞直径的油缸表面经过镀铬处理,具有极低的摩擦系数和优异的耐腐蚀性。胶圈密封效果持久,配合一体式主板结构,油缸寿命远超普通手动压片机。即便在酸性或潮湿的实验室环境中长期使用,镀铬层也能有效抵抗锈蚀。
亮点四:加长拉簧——30mm回程不变形
手动压片机的拉簧负责在泄压后将油缸活塞拉回原位。如果拉簧设计偏短或材质偏软,使用一段时间后就会产生塑性变形,导致活塞回程不到位、下次加压行程变短。JYP的加长拉簧设计提供了充足的弹性变形空间,30mm满行程循环使用也不会产生永久变形。
亮点五:电镀沉头内六分螺钉——安全不磕手
上板采用电镀沉头内六分螺钉,螺钉头部完全嵌入板面之下,没有凸起。在实验室操作台这种空间紧凑的环境下,"不磕手"是一项被严重低估的人性化设计——每天操作几十次,凸起的螺钉会让你的手和手腕付出代价。
亮点六:油池在主机表面——换油保养五分钟搞定
传统设计的油池隐藏在机身内部,换一次液压油要拆外壳、找注油口、担心加多或加少。JYP把油池放在主机表面,打开盖子就能换油。更贴心的是油路中集成了液压油过滤装置——杂质被拦截在过滤网上,不会进入油缸损坏密封圈。
亮点七:全铝合金手轮——美观皮实不易损
市面上很多低价手动压片机使用塑料手轮,用半年就开始出现裂纹或打滑。JYP的全铝合金手轮虽然增加了材料和加工成本,但换来了长达数年的可靠使用。铝合金手轮的握感也更扎实,加力时没有塑料手轮那种"使不上劲"的感觉。
亮点八:有机玻璃防护罩——安全性拉满
高压操作不容忽视安全性。JYP标配有机玻璃防护罩,在压制过程中形成一道透明屏障,防止模具意外崩裂或粉末飞溅伤人。这个防护罩不影响观察压制过程,却能在意外发生的瞬间保护操作者。
亮点九:柱塞密封结构——长效密封不衰减
柱塞是手动泵的核心部件,密封效果随使用时间衰减是所有液压设备的通病。JYP采用特殊密封结构设计,密封圈在长期往复运动中保持稳定接触压力,密封效果不会因为上千次操作而明显下降。
亮点十:四根立柱框架——加压稳定不前倾
JYP采用四根立柱的框架式结构,加压时力流均匀分布在四根立柱上,机身不会因为单侧受力而前倾或晃动。配合底部加压装置的合理角度设计,整个加压过程稳如泰山。
五大行业的粉末压片实战应用
制药行业:处方筛选阶段的性价比之王
药物研发的前期阶段——处方筛选、工艺优化、小批量稳定性考察——需要频繁压制不同配方的小批量片剂。每天可能压10-20批,每批5-10片。这个产量级别下,电动压片机的自动化优势根本发挥不出来,而手动压片机的灵活性反而更匹配:换配方时清理模具只需几分钟,不需要复杂的程序切换。
典型应用:压制对乙酰氨基酚片、布洛芬片、中药浸膏片等,片剂直径6-12mm,压力需求10-20MPa。JYP的24吨压力范围完全覆盖,且双刻度压力表确保每次压片工艺参数可复现。
化工与材料:催化剂和陶瓷粉末压片的硬核场景
化工材料领域是手动压片机的另一个主战场。催化剂粉末需要压制成固定尺寸的圆柱状或环状颗粒,装入反应器进行性能评价;电子陶瓷粉末(如氧化铝、钛酸钡、氧化锆)需要压制成片后再进行高温烧结;冶金粉末需要在XRF分析前压制成饼状样品。
这些场景对压力要求通常在15-24MPa之间,部分高硬度陶瓷粉末甚至需要接近设备极限的24吨压力。JYP的Φ95mm大直径活塞提供了足够的压力储备,配合合理的保压时间,可以压出密度分布均匀的陶瓷生坯。
食品行业:糖果片和奶粉片的实验室开发
食品行业的压片应用虽然没有制药那么严格的质量标准,但对设备卫生和易清洁性有特殊要求。JYP的镀铬油缸和一体式主板结构,表面光滑无死角,清洁方便,不会残留食品粉末滋生细菌。
典型应用包括:压片糖果的配方开发(如果糖片、薄荷片)、奶粉片的压制、泡腾片的实验室试制。食品压片通常需要较低的压力(5-15MPa),因为食品粉末的塑性较好,不需要过高的压力就能成型。
实验室科研:快速制样验证的主力设备
高校和研究院所的材料科学、化学、地质学实验室,是手动压片机使用频率最高的场景。硼酸盐熔融法制备XRF分析样片、红外光谱KBr压片、固体核磁共振样品制备——这些操作几乎每天都在进行。
JYP的42kg紧凑机身可以直接放入手套箱中使用,对于需要在惰性气氛(如氩气)中处理对空气敏感的材料的场景(如锂电池电极材料的压制),这个能力是电动压片机无法提供的——90kg以上的电动压片机根本无法搬进标准手套箱。
电子与日化:纽扣电池和消毒片的特殊需求
纽扣电池(如CR2032、CR2025)的组装过程中,正极片和负极片的压制是关键工序。手动压片机在这类精细操作中反而比电动设备更有优势——操作者可以通过手感判断物料填充是否均匀、压力施加是否平稳。
日化产品如游泳池消毒片、洁厕片、洗衣片等,在生产前的配方开发阶段也需要频繁压片验证。手动压片机的低成本和使用灵活性让研发人员可以快速迭代配方。
手动JYP vs 电动TYPJ:选型决策的核心逻辑
这是很多购买决策中最纠结的环节。我们把两者的差异摊开来,用场景说话。
核心差异一览
| 对比维度 | 手动压片机 JYP | 全自动电动压片机 TYPJ系列 |
|---|---|---|
| 压力范围 | 0-24T | 20T/30T/40T/60T(四款) |
| 加压方式 | 手动转动手柄 | 电动,程序控制 |
| 保压方式 | 手动维持 | 自动保压+自动补压+定时泄压 |
| 压力精度 | 指针表/数显0.01MPa | 4.3寸液晶屏,程序自动换算压强 |
| 设备重量 | 42kg | 90-180kg |
| 工作空间 | 80×130mm | 140×160mm至185×220mm |
| 放入手套箱 | ✅ 可以 | ❌ 不可以 |
| 连续作业 | 适合少量-中等批次 | 适合大批量、重复性操作 |
| 维护复杂度 | 低(换油即可) | 较高(液压+电控双系统) |
| 价格区间 | 较低 | 较高 |
场景化选型决策:四选一
场景A:高校实验室,每天压10-20个样品 → 选JYP手动。 每天的操作量不大,手动操作不构成负担。42kg可移动、可进手套箱、维护简单,是实验室的黄金搭档。
场景B:药企研发部门,每天压30-50批样品,需要精确记录压力参数 → 选JYP-S数显版。 手动操作的灵活性保留,0.01MPa精度和数字显示让参数记录更规范,满足GMP对数据完整性的要求。
场景C:质检实验室,每天压50-100个相同规格样品 → 选TYPJ-20S电动。 程序化加压-保压-补压-泄压全自动,操作员只需要填装粉末和取出片剂,效率和重复性远高于手动。
场景D:材料工厂产线,压制大批量陶瓷生坯或催化剂颗粒 → 选TYPJ-40S或60S电动。 40-60吨压力、50mm行程、连续作业能力,手动压片机在这个量级不是选不选的问题,而是根本做不了。
全自动电动压片机TYPJ系列的四款型号覆盖了从20吨到60吨的压力需求,当你的日产量超过手动压片机的体力上限时,电动化是唯一的方向。
选型五步决策框架
Step 1 — 确定压片目的。 你是做科研制样、处方开发还是批量生产?这是决定手动还是电动的第一道分水岭。科研类倾向于手动(灵活、低成本),生产类倾向于电动(效率、重复性)。
Step 2 — 评估压力需求。 列出你最常压制的物料,查一下它们的推荐压制压力。如果所有物料的需求都在24吨以内,JYP手动够用。如果有需要30吨以上的物料,直接看TYPJ电动。
Step 3 — 考量操作频率。 每天压多少片?如果小于30片,手动完全OK。30-100片是模糊地带,取决于你对体力的容忍度。大于100片,电动不犹豫。
Step 4 — 确认特殊环境需求。 需要在手套箱里使用吗?需要的话选JYP手动。需要对压力参数做电子记录和追溯吗?需要的话选JYP-S数显版或TYPJ电动。
Step 5 — 核算综合成本。 不仅要看设备价格,还要算维护成本、操作人力成本、模具配套成本。手动压片机的前期投入和维护成本都更友好,但如果你的人力成本很高且压片量大,电动的效率优势会很快收回差价。
手动压片机操作四大常见误区
误区一:模具不预热直接加料
冷模具接触热粉末(特别是经过干燥处理的物料),模具内壁可能瞬间凝结微量水分,导致片剂粘模。正确的做法是:新模具或长时间未使用的模具,先用无水乙醇擦拭干净,再空压一次预热。
误区二:加压过快导致片剂内部层裂
粉末中的空气需要时间排出。如果手柄转得太快,压力瞬间上升,空气被封闭在片剂内部形成高压气泡。卸压后这些气泡膨胀,导致片剂出现横向裂纹(层裂)。三段式加压法(预压排气→主压成型→保压致密)就是为了避免这个问题。
误区三:忽视日常润滑维护
手动压片机的润滑点主要包括:柱塞泵密封圈、油缸活塞密封圈、拉簧连接点。建议每月检查一次机油油位和清洁度,每半年更换一次液压油。油路过滤装置要定期清洗——如果过滤网堵塞,液压油循环不畅,会影响加压效率。
误区四:压力表读数依赖"感觉"
手动压片机用久了,操作者容易形成肌肉记忆——"转到这个位置差不多就是15MPa"。但液压系统的状态会随时间变化(油温、油量、密封磨损),同样的手柄位置对应的实际压力可能已经偏移了。养成每次加压都看压力表的习惯,不要依赖感觉。
六大常见问题速答
Q1:JYP手动压片机可以压制多大直径的片剂?
工作空间为80×130mm,工作台直径Φ105mm。模具的最大外径受限于工作空间宽度80mm,一般可安装内径3-40mm的模具。常用规格包括Φ6mm、Φ10mm、Φ13mm、Φ20mm、Φ30mm、Φ40mm。具体模具规格可在选购时确认。
Q2:JYP-S数显版和JYP指针版怎么选?
如果你需要记录每次压片的具体压力数值(如药品研发、质检报告),选数显版S型,精度0.01MPa。如果只是常规科研制样,指针版完全够用,而且比数显版更皮实——不担心电池没电或液晶屏老化。
Q3:手动压片机可以放在手套箱里使用吗?
可以。JYP外形尺寸260×175×395mm,重量42kg,可以搬入标准手套箱过渡仓。这是手动压片机相比电动压片机的一个独特优势——电动设备因为体积和重量(90kg以上),基本无法放置于手套箱内。
Q4:压出来的片剂密度不均匀怎么办?
密度不均匀通常有三个原因:粉末粒度分布太宽(细粉和粗粉混在一起,加压时粗粉之间的空隙被细粉填充不均匀)、加压过快(空气排出不充分)、保压时间不足(应力传递不充分)。逐一排查这三项,大多能解决。
Q5:模具粘粉怎么处理?
短期方案:用无水乙醇清洁模具,在模具内壁涂一层极薄的硬脂酸镁或脱模剂。长期方案:检查粉末含水率是否过高、模具内壁是否有划痕(划痕会"钩"住粉末颗粒)。
Q6:手动压片机的液压油多久换一次?
建议每6个月更换一次。如果使用频率很高(每天50次以上),3个月更换一次。更换时注意:使用32号或46号抗磨液压油,油位加到油窗标记线。换油后空压几次排出油路中的空气。
手动压片机JYP是一个典型的"技术含量藏在细节里"的设备。参数表上的24吨压力,和隔壁品牌看起来没什么两样。但一体式主板的结构设计、镀铬油缸的耐久性、加长拉簧的回弹稳定性、双刻度压力表的操作友好度——这些细节才是区分一台"能用三个月"和"能用三年"的手动压片机的真正标准。
如果你的工作场景适合手动操作——科研制样、处方筛选、小批量验证——JYP是一个值得放在实验台上的选择。如果你的需求更靠近量产端,不妨了解一下全自动电动压片机TYPJ系列,四款型号从20吨到60吨,程序化全自动操作,覆盖从实验室到中试的完整需求。
关于模具选型、特殊物料压制工艺或者手套箱内操作的更多细节,可以访问湖南粉体装备研究院产品中心浏览完整产品线,或者直接联系技术团队获取一对一的选型支持。