锤片式粉碎机是一种利用高速旋转锤片产生的冲击力、剪切力和摩擦力对物料进行粉碎的通用型设备。其凭借结构简单、适应性强、处理量大及性价比高等优势,在众多需要中间粒度粉碎的工业领域扮演着不可或缺的角色。本文将深入探讨其核心工作原理、在不同行业的重要应用场景、性能优势及局限性。
一、核心工作原理与设备特点
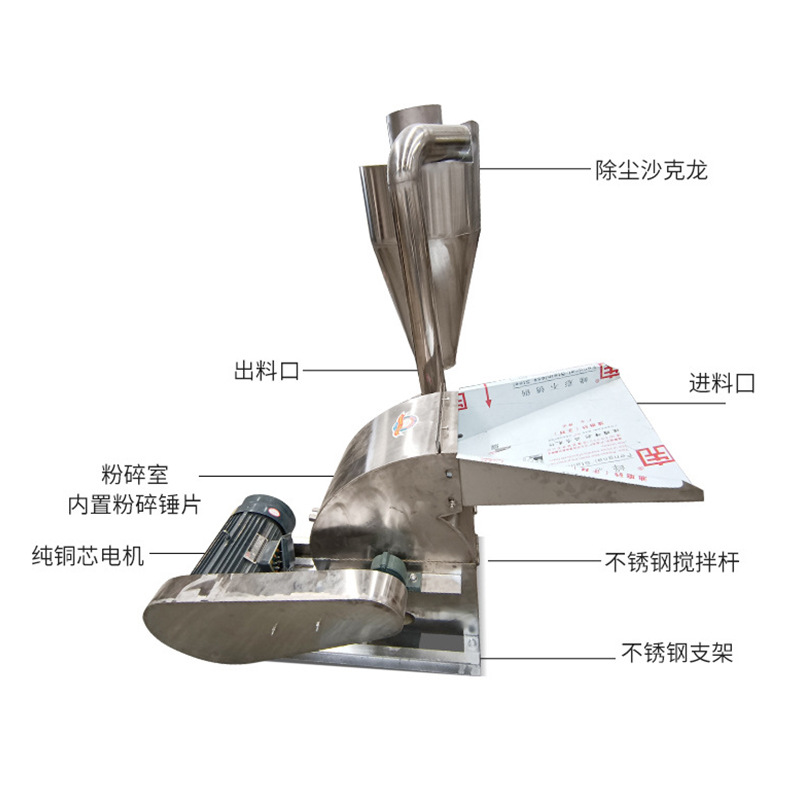
锤片式粉碎机的核心工作部件是一个高速旋转的转子,转子上铰接或固定有多组活动或固定的锤片。其工作流程如下:
-
进料:物料通过进料口进入粉碎腔。
-
冲击粉碎:高速旋转的锤片(线速度可达60-110 m/s)对物料进行猛烈撞击,使其初次破碎。
-
剪切与研磨:破碎后的物料被抛向机腔周边的齿板或筛网,在锤片与齿板/筛网的狭小间隙中受到进一步的剪切、研磨和碰撞。
-
分级排出:达到要求粒度的物料在气流或离心力作用下,通过底部筛网的筛孔排出;未达标的物料则继续留在腔内被反复粉碎。
其主要技术特点包括:
-
高产量与高效率:适用于大规模连续化生产。
-
广泛的原料适应性:可处理各类脆性、纤维性甚至含一定水分的物料。
-
粒度调节灵活:通过更换不同孔径的筛网,可控制出料粒度(通常范围在0.5-20mm)。
-
结构简单,维护方便:锤片为易损件,可反转使用或单独更换,成本较低。
二、重要应用场景
锤片式粉碎机的应用几乎遍及所有涉及固体物料粉碎加工行业。
1. 饲料加工行业
这是锤片式粉碎机最经典和最大的应用领域。
-
应用物料:玉米、豆粕、小麦、稻谷等谷物原料及各类饲料添加剂。
-
工艺要求:将原料粉碎至适合畜禽消化吸收的粒度(通常猪饲料为600-800μm,鸡饲料为1000-1400μm)。
-
核心价值:极高的处理量和经济性满足了饲料工业大规模生产的需要,是饲料厂不可或缺的核心设备之一。
2. 粮食与食品加工
在初级农产品加工中发挥关键作用。
-
应用物料:玉米、小麦、薯干、白糖、香料、豆类等。
-
工艺要求:为后续的发酵、萃取、混合或直接包装提供合适粒度的原料。例如,将玉米粉碎为酿酒所需的颗粒,或将白糖粉碎为糖粉。
-
核心价值:设备易于清洁,可满足食品行业基本的卫生要求。
3. 生物质能源与废弃物回收
在循环经济和绿色能源领域应用广泛。
-
应用物料:木屑、秸秆、稻草、花生壳等农业废弃物;废纸板、废旧家具等城市固体废弃物。
-
工艺要求:将大块生物质预处理成细小颗粒,以便于后续的压缩成型(制作生物质颗粒燃料)、沼气发酵或热解气化。
-
核心价值:强大的破碎能力能够处理体积庞大、形状不规则的纤维性物料,为资源化利用奠定基础。
4. 化工与矿物加工
用于中间产品的粉碎作业。
-
应用物料:煤炭、盐、明矾、一些化工原料中间体、矿物等中等硬度以下的物料。
-
工艺要求:为化学反应、溶解或混合提供均一的原料粒度。
-
核心价值:能够承受一定的腐蚀和磨损,设备坚固耐用。
5. 造纸与纤维行业
用于纤维原料的制备。
-
应用物料:废纸、纸边、木片等。
-
工艺要求:将原料粉碎成纸浆或用于生产纸板、纤维板的纤维束。
-
核心价值:其对纤维材料的撕扯和破碎作用效果显著。
三、性能优势与局限性分析
优势:
-
高性价比:购置成本和维护成本相对于其他类型的粉碎机(如气流磨、球磨机)更低。
-
处理量大:非常适合需要连续大规模生产的工业场景。
-
适应性强:能处理多种性质的物料,包括纤维状、韧性、脆性及轻微潮湿的物料。
-
操作简便:易于调节和维护,对操作人员技术要求不高。
局限性:
-
发热问题:高速撞击会产生大量热量,对热敏性物料(如某些塑料、食品添加剂)不适用,可能导致物料变性、熔融或粘附。
-
粉尘与噪音:工作时粉尘排放和噪音较大,需配套良好的除尘和降噪系统。
-
锤片与筛网磨损:处理磨蚀性强的物料时,锤片和筛网磨损快,更换频繁,会增加生产成本。
-
粒度限制:通常用于中细碎,难以获得极细(<200目)或粒度分布非常窄的产品。
四、选型与创新发展趋势
选型要点:
-
物料特性:硬度、脆性、纤维含量、水分、磨蚀性。
-
产能要求:根据小时产量选择合适型号的主机和配套动力。
-
粒度需求:根据目标产品粒度选择筛网孔径。
-
特殊需求:如需耐腐蚀,可选用不锈钢材质;如需防爆,需选择防爆电机和特殊设计。
发展趋势:
-
节能降耗:优化转子结构和锤片排列,提高粉碎效率,降低单位产品能耗。
-
智能化控制:集成传感器和PLC系统,实时监控电流、温度、振动等参数,实现自动控制和故障预警。
-
耐磨技术:采用双金属复合、碳化钨堆焊等先进工艺制造锤片,大幅延长其使用寿命。
-
低碳设计与降噪:通过改进风网系统和机腔设计,降低粉尘和噪音,满足更严格的环保要求。
锤片式粉碎机以其卓越的实用性和经济性,牢牢占据了中细碎加工市场的核心地位。从饲料厂到生物质电厂,从食品车间到化工厂,它都是实现规模化破碎作业的主力军。尽管在面对热敏性和高硬度物料时存在局限,但其在处理常见农业资源、食品原料和可再生废弃物方面的巨大优势无可替代。随着耐磨材料、智能控制等技术的不断融入,这一经典设备将继续在工业粉碎领域焕发新的活力。